活塞油環在內燃機內的主要作用為佈油、刮油以及輔助密氣。一般將油環的兩尖角做表面處理以達到耐磨耗效果。近年來,環保意識逐漸受到重視,將原本以電鍍硬鉻做表面處理的方式轉變為氮化處理,其材質也由碳鋼轉為不銹鋼如下圖所示。氮化處理與鍍鉻處理最大不同地方在於處理溫度,氮化需求溫度至少480度以上,鍍鉻則是70度以下。此溫度上的差異,在氮化處理過程中需特別注意外徑變形量的課題。

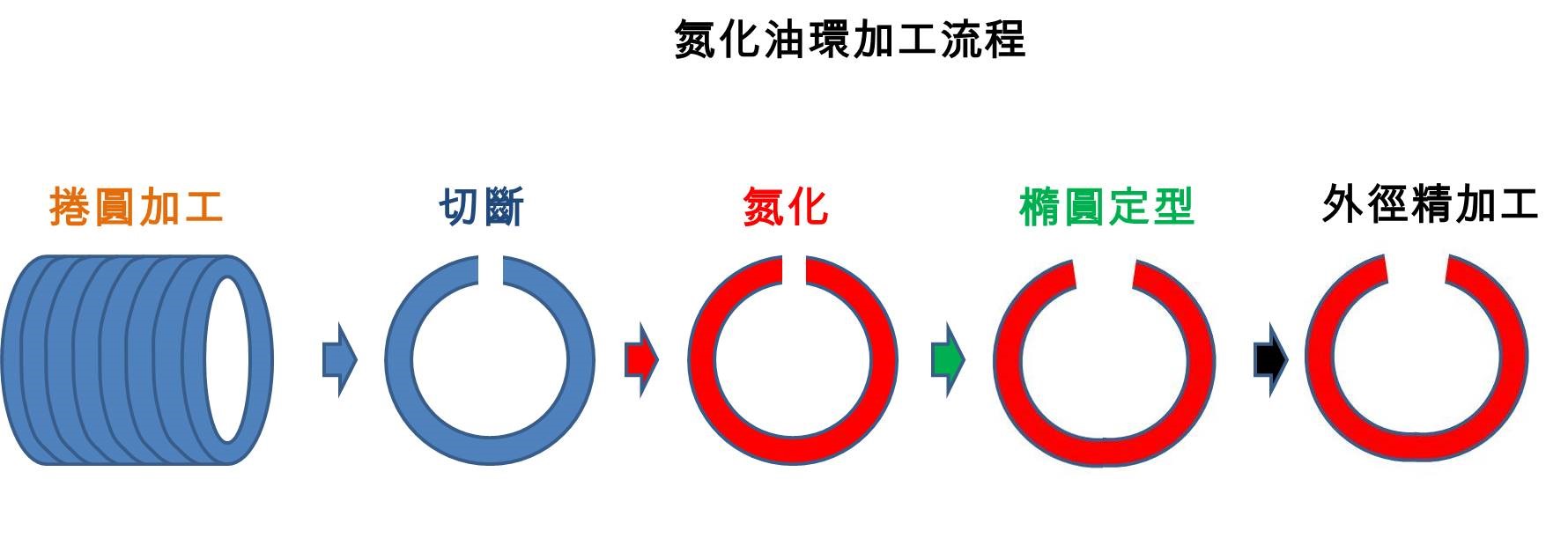
此受熱變形的原因如下;如下圖所示,在油環加工過程中,鋼線捲圓加工使捲圓的油環產生不可避免的殘留應變,一旦處在高溫環境如氮化處理,釋放的殘留應變會使油環外徑尺寸往內縮。
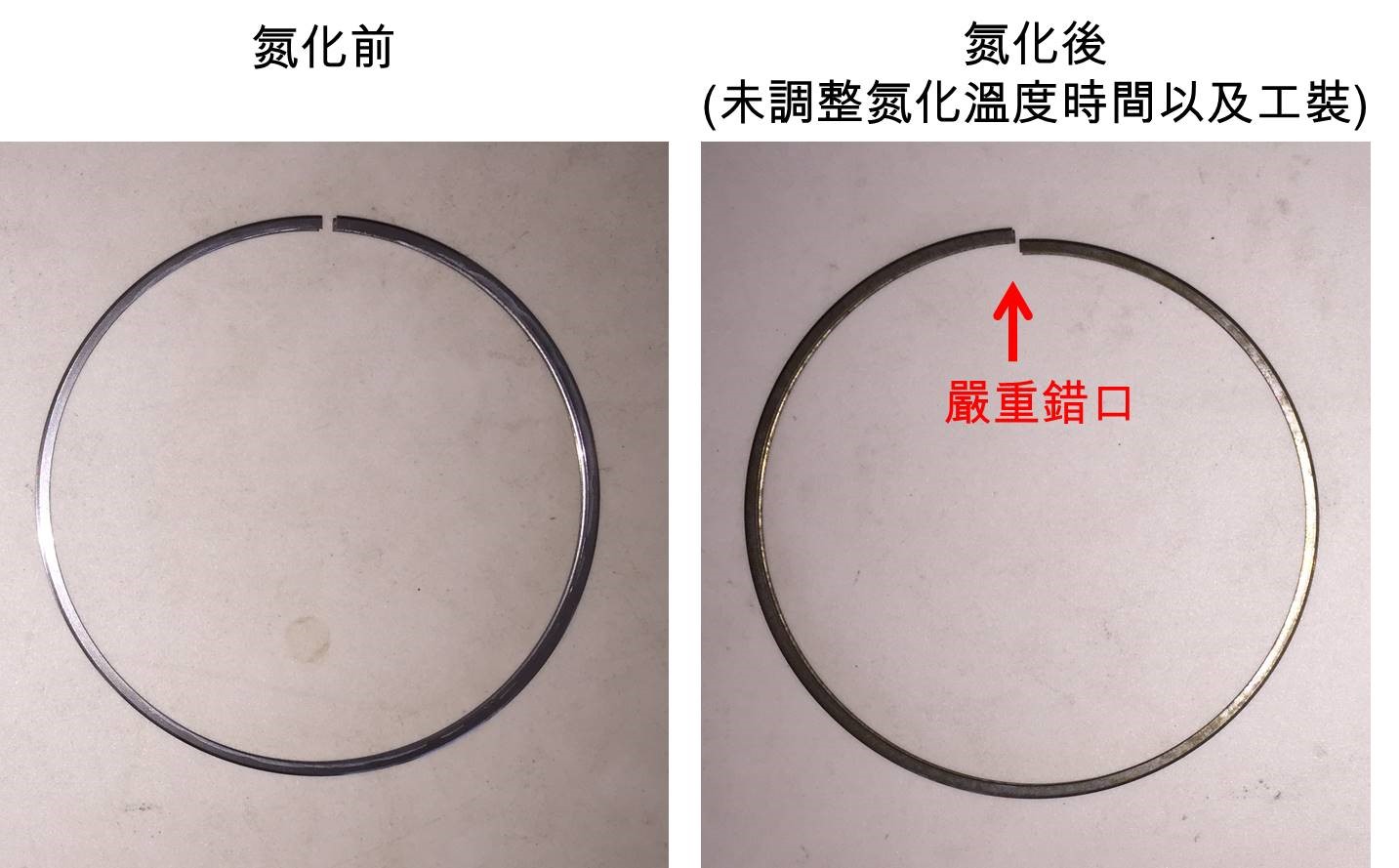
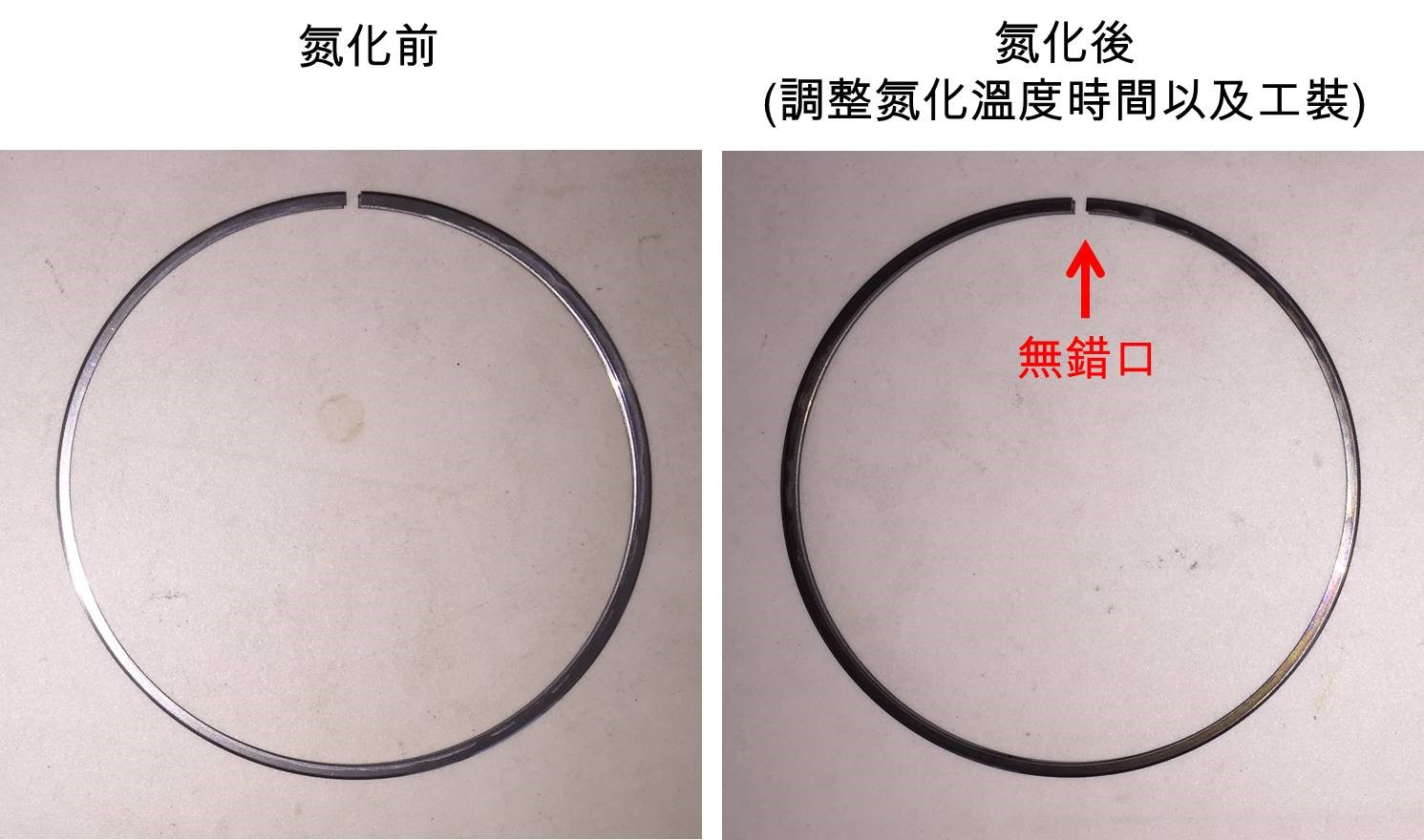
此外,氮化層對活塞環而言為殘留壓應力效果,油環的凹槽與尖角的外型使其氮化層分布不均,壓應力分布不均可進一步擴大外徑變形。如下圖所示,不恰當的夾具與氮化處理方式(如氣體氮化),造成缺口錯口。當錯口量高達一定程度時,難以用後續定型方式補救而成為報廢品。本公司設計特別夾具以及適當調整氮化參數,可大幅降低氮化油環錯口情況,尤其是薄件品(厚度2.0mm)的錯口對氮化處理最敏感。本公司已克服氮化油環錯口變形量,請同業先進不吝指教,謝謝。