原祥離子氮化成果,由左至右分別是壓縮環、油環、襯環以及刮油片。
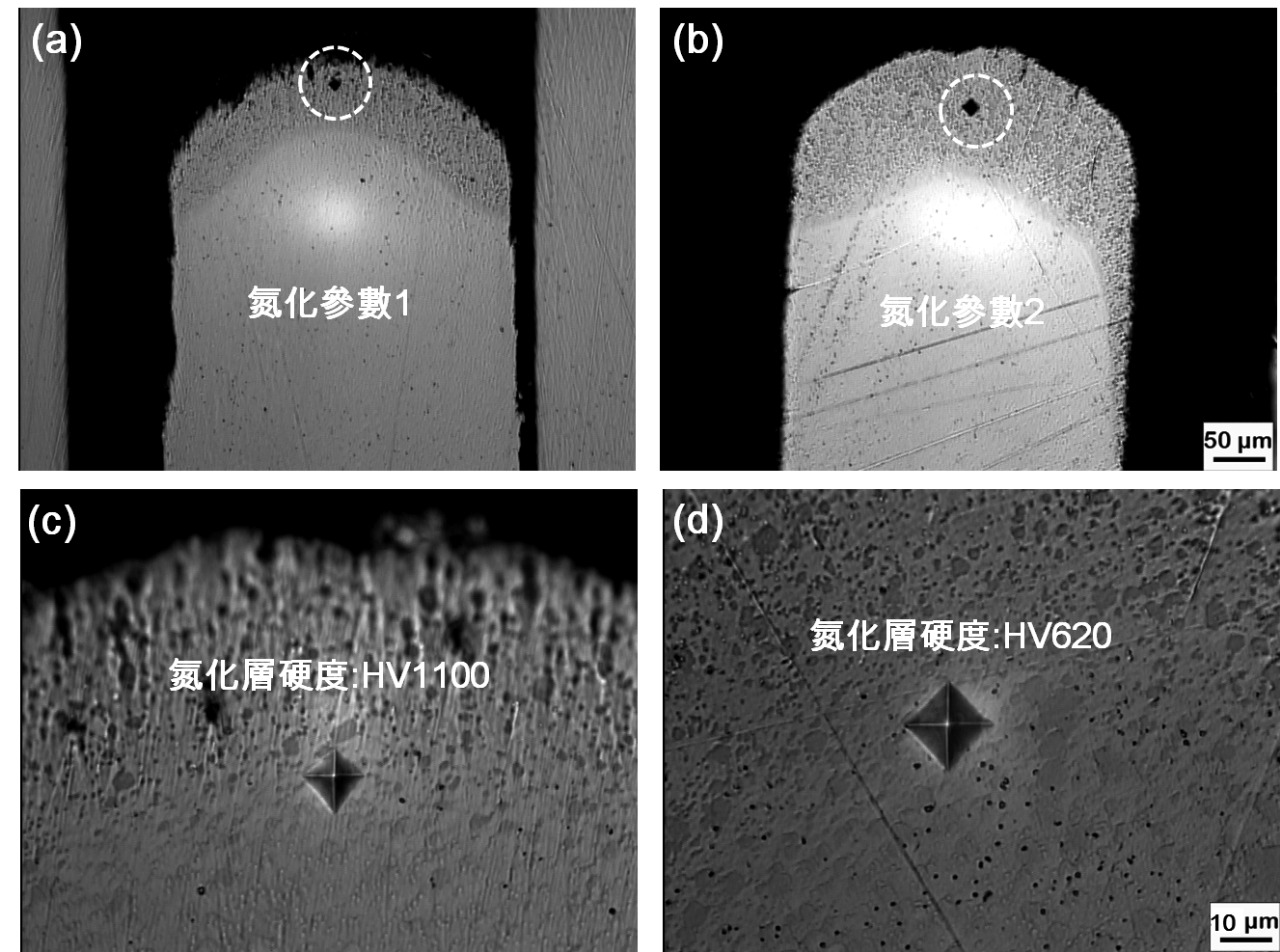
最近活塞環刮油片的表面處理改以氮化方式取代較高汙染的電鍍處理。因不銹鋼材質具有容易氮化與耐腐蝕性質,為氮化刮油片最佳選擇。然而,內燃機汽缸套有不同材質與不同硬度,若是使用不銹鋼材質作一般氮化處理,恐得到比汽缸套還高的表面硬度,造成缸套刮傷的可能性。有鑒於此,原祥企業社可利用離子氮化不同參數處理相同材質不銹鋼,得到高低滲氮硬度有別的滲氮層,如圖3所示。
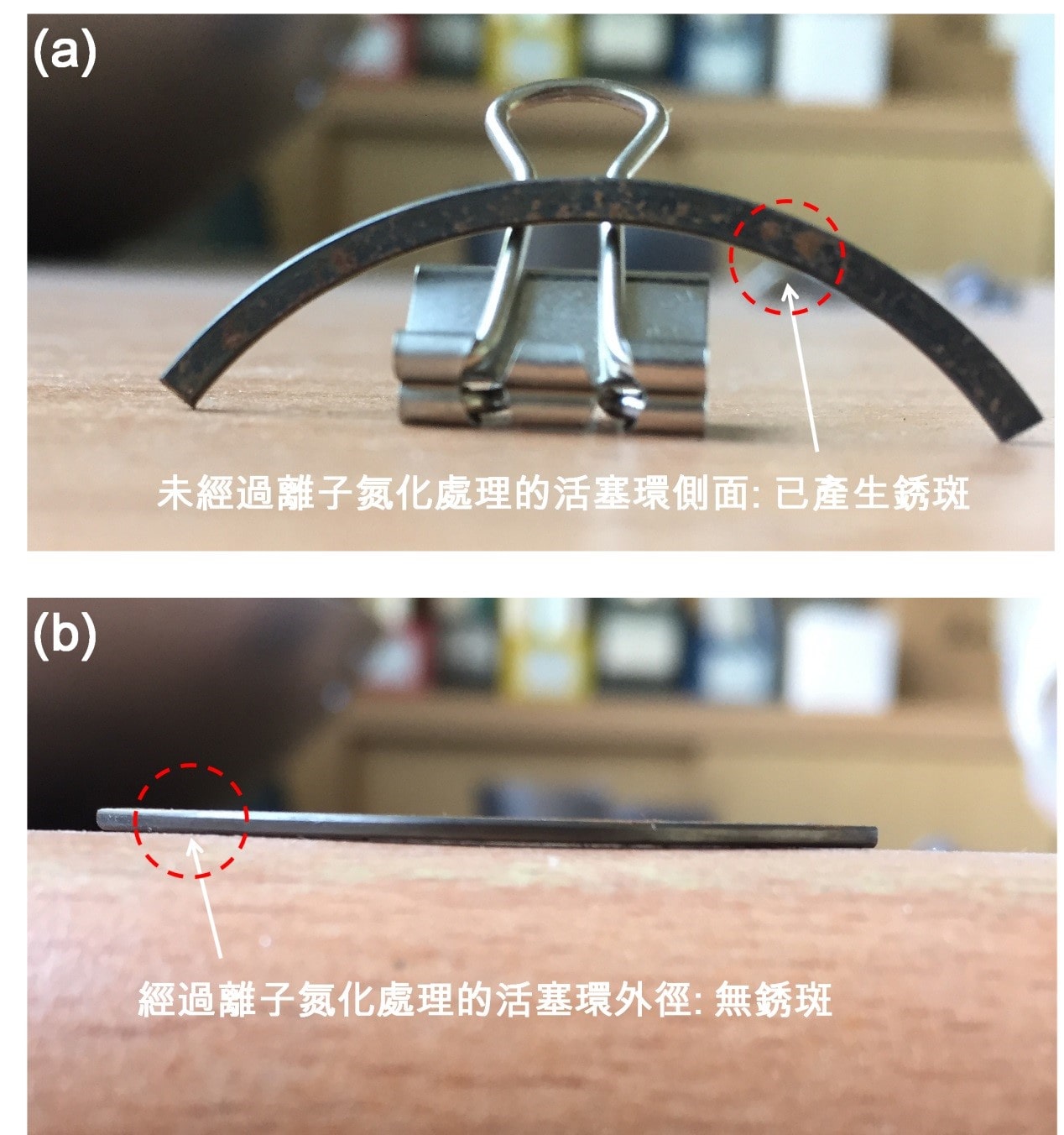
經過氮化處理後的工件表面通常較未處理前粗糙,特別是經過液體氮化與氣體氮化處理。此原因為氮化後常產生組織較為疏鬆的化合物層,俗稱”白層”。白層的組成為氮含量較高的Fe2N與Fe3N氮化物,質地硬且脆。當白層厚度過大時,容易扮演裂縫形成的開端,導致工件提早失效。然而,當適度地控制白層厚度時,白層所具有低摩擦係數與高表面硬度可有效降低初期磨耗量。此外,低合金鋼工件如SAE 9254(高矽鉻鋼),本身含有鉻含量並不高(0.8-1.0wt%)而沒有較佳的耐蝕性。利用離子氮化處理技術可使其表面產生緻密白層,其5微米厚度也無脆性產生。由圖4中看出,無離子氮化處理的9245鋼品側面經鹽霧試驗後有嚴重銹蝕狀態,而經離子氮化處理的外徑面則維持表面光澤效果。
本公司離子氮化技術可應用至各類鋼鐵材質,如各種材質不銹鋼零件、高速鋼模具與鑄鐵類治具等。歡迎舊雨新知連絡我們並安排試作。試作成功後,可彈性調整半爐與整爐的製程。